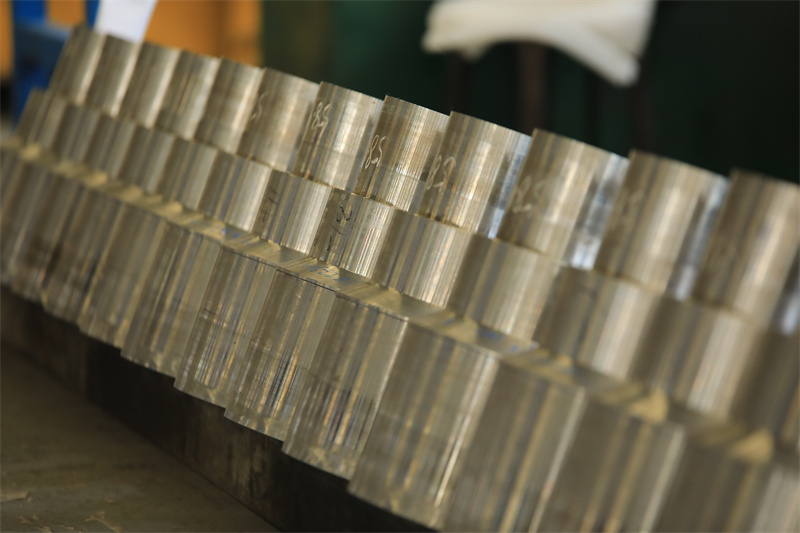
Bit uchun moslashtirilgan ochiq zarb qismi


Moslashtirilgan ochiq bitli zarb qilish afzalligi
• Boshqa ishlab chiqarish usullariga nisbatan zarb qilish katta kuch, ishonchlilik va chidamlilik, shuningdek, qattiq bardoshlik bilan murakkab shakllarni ishlab chiqarish qobiliyatini o'z ichiga oladi.
• Har ikki zarb hajmi va shakli moslashtirilgan.
• Soxta materiallar zaxirasi talab qilinadigan miqdor va reja asosida mavjud.
• Materiallar po'lat tegirmoni ikki yilda bir marta auditdan o'tkaziladi va kompaniyamiz WELONG tomonidan tasdiqlangan.
• Har bir stabilizatorda 5 marta buzilmaydigan tekshiruv (NDE) mavjud.
Asosiy material
• AISI 4145H MOD,4330,4130,4340,4140,8620 va boshqalar.
Jarayon
• Soxtalashtirish + Qo'pol ishlov berish + Issiqlik bilan ishlov berish + Mulkni o'z-o'zini sinab ko'rish + Uchinchi tomon sinovi + Yakuniy ishlov berish + Yakuniy tekshirish + Qadoqlash.
Ilova
• Dvigatel stabilizatorini zarb qilish, stabilizatorni zarb qilish, bit zarb qilish, zarb mil, zarb halqasi va boshqalar.
Soxta o'lcham
• Maksimal zarb og'irligi taxminan 20T.Maksimal zarb diametri taxminan 1,5 M.
Moslashtirilgan ochiq bitli zarb qilish jarayoni
• Isitish: metall ishlov beriladigan qism, odatda bar yoki ignabargli shaklda, uni yanada moslashuvchan qilish uchun mos haroratgacha isitiladi.Bu harorat zarb qilingan metallga qarab o'zgaradi.
• Joylashtirish va tekislash: qizdirilgan ish qismi anvil yoki tekis yuzaga joylashtiriladi, bu keyingi zarb operatsiyalari uchun to'g'ri tekislashni ta'minlaydi.
• Bolg'alash: Temirchi metallni urish va shakllantirish uchun har xil turdagi bolg'alardan foydalanadi, masalan, kuchli bolg'a yoki qo'lda bolg'a.Bolg'a zarbalari, mohirona manipulyatsiya bilan birgalikda, ish qismini kerakli shaklga deformatsiya qiladi.
• Qayta isitish: Metallning xususiyatlariga va kerakli shaklning murakkabligiga qarab, ishlov beriladigan qismni zarb qilish jarayonida uning egiluvchanligini saqlab qolish uchun bir necha marta isitish kerak bo'lishi mumkin.
• Tugatish: Istalgan shaklga erishilgandan so'ng, kesish, kesish yoki boshqa tugatish ishlari kabi qo'shimcha operatsiyalar bajarilishi mumkin.